


Research Article - (2019) Volume 4, Issue 4
Demystifying Food Safety Implementation by SMEs Using Innovative Cohort Factory Visits and 15Action-Oriented Steps to HACCP Certification
Received Date: Jun 13, 2019 / Accepted Date: Jul 28, 2019 / Published Date: Aug 26, 2918
Copyright: ©Christian Dedzo. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.
Abstract
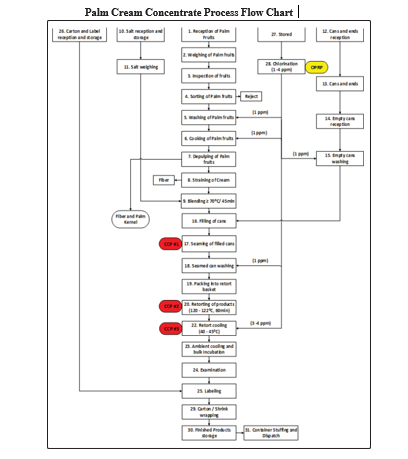
Ensuring food safety has been a major concern to small and medium-sized food manufacturers especially those in developing countries participating in international trade. In this connection, an action-oriented learning and factory visit by a cohort of 15 owners of food manufacturing SMEs to a world-class food factory in Ghana under the auspices of Partners in Food Solutions helped demystify HACCP implementation in the minds of these SME owners. This resulted in majority of them implementing HACCP within six months. A typical indigenous Ghanaian small and medium-sized enterprise (SME) engaged in palm cream concentrate canning was selected for HACCP study and the generic HACCP system was developed which is being adapted for the entire palm cream concentrate canning industry in West Africa. To manufacture canned palm cream concentrate, fresh and ripen palm fruits are harvested, weighed, inspected, and sorted for their quality. The quality palm fruits are washed, cooked at a temperature of 100°C for 30 min, depulped into paste, fiber and kernels. The paste with the fiber is squeezed and strained to obtain palm cream. The fine cream is collected and blended with 0.5% salt and heated to a temperature ≥ 70°C for 10 min. Empty cans are washed, filled with the hot cream, seamed, washed to get rid of stains and loaded into retort baskets and then hoisted into a vertical retort for sterilization. Retorting is done at 121°C for 60 minutes and then cooled to a temperature of 40°C and the product are removed from the retort and incubated at ambient temperature for 7 days. After which labelling is done and the product are cased and palletized ready for sale. The 14 stages of HACCP implementation including the 7 preparatory steps and the 7 principles of HACCP recommended by were applied in addition to 2 innovative steps to the palm cream concentrate canning process [1]. Each processing step was correctly captured in the process flow diagram and subjected to hazard analysis to identify all potential food safety hazards that are associated with each step. The identified hazards were classified as physical, chemical or biological and subjected to risk assessment process using a quantitative scoring method to determine the likelihood and severity of each potential hazard which helped to determine significant hazards with each step. The significant hazards were then subjected to critical control point determination using the codex decision tree. Three steps of microbiological significance were identified in the process as CCPs. These are can seam (CCP #1), retorting (CPP #2) and retorted can cooling (CCP #3). Critical limits were established for these limits as follows: CCP# 1 – can seaming (body hook butting (BHB) > 75%, thickness rating (TR) > 75% and actual overlap (AO) > 1.1mm), CCP# 2 – retorting (120 -122°C for 60 minutes at a pressure of 1bar must be achieved during sterilization) and CCP# 3 – can cooling (incoming cooling water into the retort must be chlorinated to 3 - 4 ppm, residual chlorine content and after cooling, the discharge water should contain ≥ 0.5ppm residual chlorine content). Monitoring and verification procedures were developed for each CCP and corrective actions and record keeping systems have been established for the CCPs.
Keywords
CCP, HACCP, Food Safety, PalmNut
Introduction
According to FAO and WHO, food safety is the assurance that food will not cause harm to the consumer when it is prepared or eaten according to its intended use [2]. But, my own definition of food safety to a lay person is simply “food safety is the accidental contamination of food resulting in food-borne diseases”. Hazard Analysis and Critical Control Point is the most reliable and recognized scientific method of food safety assurance in the food industry [3].The application of HACCP system is rapidly progressing, particularly in large and medium scale food industries. The term is becoming well known in National regulatory food control and Public health circles [4]. They also opined that the application of the HACCP system can improve food safety in all situations. However, there is a paradox, that is, despite, progress in adoption of HACCP food-borne illness is increasing globally. According to WHO, each year, as many as 600 million or almost 1 in 10 people in the world fall sick after consuming contaminated food and 420,000 die as aresult [5]. Children under five years of age are at high risk, with 125,000 children dying from food-borne diseases every year. Also, African and South-East Asia Regions have the highest burden of food-bornediseases. Does the increase in food-borne diseases represent a paradox or failure of the HACCP system? The answer is yes and no. Yes, if the HACCP principles are not correctly applied and implemented. The strength and success of HACCP depends on it being applied correctly and in combination with other food safety management systems including; the provision of sanitary infrastructure and the application of principles of good hygienic practices.The answer can also beano because, from my experience over a decade working in three large multinational food companies in Ghana responsible implementing food safety standards such as BRC and IFS whose foundation is HACCP, I can say on authority that the HACCP system works and prevents incidents of food-bornediseases. Globally, most food-borne diseases result from malpractices during food preparation in small businesses without recourse to HACCP principles [4]. WHO, reported that the number of food-borne disease out breaks from large food companies is less than1% [6]. Small food businesses make up 99% of the culprits of unsafefood. Surprisingly, the HACCP system has still made little progress in countries wherethe burden of food-borne disease is the greatest [4]. This is where Partners in Food Solutions (PFS), an organization that I work for has made great impact by providing HACCP training and implementation support to small businesses in Africa.
However, the battle for HACCP implementation by small food businesses is far from having been won with only the provision of technical expertise. This is because; small food business owners always develop cold-feet when it comesto HACCP implementation because of twomain reasons. (1). Lack of motivation or what I call lack of a template to take inspiration from. (2) Lack of knowledgeable technical staff (e.g. FoodScientists). PFS hosted a cohort of 15 small food business owners in the Cargill facility in Ghana to expose them to best practices. Ten of them without HACCP system requested PFS to help them implement HACCP and gain certification. PFS also resolved the second issue by assigning fresh Food Science graduates to 10 of these businesses to help with on-the-ground HACCP documentation and implementation support. I then added these two innovative steps to the 14 steps to HACCP implementation recommended by Campden BRI (2009) to develop a HACCP system for the palm cream concentrate canning industry in Ghana in 2018 [7]. This novelty I developed now known as “The 16 Steps to HACCP Implementation” is now the panacea for implementing HACCP certification for all food companies (micro, small, medium and large). This novelty was tested by using it to develop a HACCP system for a typical palm cream concentrate canning SME in Ghana as my MSc thesis in Food Quality Management in 2018. Cannedpalm cream concentrate is made from the sauce squeezed from palm fruits (Elaeis guineensis) which is popularly used for soup in West Africa. The need to help canned palm cream concentrate processors with technical know-how to make their product safe for public consumption is imperative and cannot be over- emphasized.
<img src="https://www.opastpublishers.com/scholarly-images/695-69f5a5aa6f078-demystifying-food-safety-implementation-by-smes-using-innova.png" width="500" height="100">
Problem Statement
There is a growing concern of food safety among consumers globally leading to tough legislative market requirements in the EU and US which pose serious threat to market access and growth to Ghanaian food exporters. For instance, the coming into force of the US Food Safety Modernization Act (FSMA), 2015 requires that all low-acid canned food processors and exporters including Ghanaian food companies exporting to the US must implement HACCP Currently, Ghanaian SME scanning palm cream concentrate have not implemented HACCP system hence the reason for this research study. This development requires appropriate response from Ghanaian processors and exporters, baring this they lose their market share in the US market.
Objectives
This study seeks to design a HACCP system to process safe canned palm cream concentrate at Praise Export Services Limited which can be adapted for other palm cream canning businesses in Ghana. Subject selection and description: Praise Export Services Limited was selected for the research study because it is the largest palm cream processor and exporter in Ghana receiving technical support from Partners in Food Solutions, a not-for-profit organization whose vision is to strengthen food security, improve nutrition and increase economic development across Africa. Onsite inspection of existing PRPs using PRPs defined in the Campden BRI Guideline No. 42, as the standard was applied for the study [1]. Conducting and implementing the HACCP study using the 14 stages of practical HACCP implementation including the seven (7) preparatory steps and the seven (7) principles of HACCP [1].
Methodology
• Subject selection and description: The SME selected for the research study is the largest palm cream processor and exporter in West Africa receiving technical support from Partners in Food Solutions, a not-for-profit organisation whose vision is to strengthen food security, improve nutrition and increase economic development across Africa
• Onsite inspection of existing PRPs using PRPs defined in the Campden BRI Guideline No. 42, as the standard was applied for the study [1]
• Conducting and implementing the HACCP study using the 16 stages of practical HACCP implementation including mytwo (2) innovative steps, the seven (7) preparatory steps and the seven (7) principles of HACCP recommended by Campden BRI, 2009. These 16 steps include;
1. Cohort factory visit to see best practices of HACCP implementation in a world-class food factory
2. Assigning a trained recently graduated food scientist as an apprentice to the SME as a technical resource
3. Get senior management commitment
4. Agree on the scope or terms of reference of the study
5. Choose the team
6. Describe the product and process
7. Identify intended use of the product
8. Draw a process flow diagram
9. Confirm or verify the flow diagram
10. List the potential hazards you can think of or guess that they are associated with each process step, do a hazard analysis and determine the control measure of the identified hazards
11. Determine your CCPs
12. Establish critical limits for each control measure at each CCP determined
13. Have a monitoring system for each CCP
14. Have a corrective action plan for each CCP
15. Establish verification procedures to confirm that the HACCP system is working effectively. Verification procedures involve performing validation, verification and review activities
16. Have documentation and record keeping procedures in place
Results and Discussions
Composition of HACCPTeam
|
Title/Position |
Qualification |
Experience |
Responsibility/Function |
|
Quality Assurance Manager |
(BSc. Environmental Science / Intermediate HACCP Certificate) |
6 years QA in the food canning Industry |
(HACCP Team Leader) |
|
Apprentice |
(BSc. Food Science and Technology) Intermediate HACCP Certificate |
4 years bachelor’s degree plus internships in the food industry and R&D laboratory |
(HACCP team member for HACCP implementation) |
|
Operations Manager |
(BSc. Agric. Engineering) Intermediate HACCP Certificate |
20 years manufacturing and engineering experience |
(Chairman for HACCP approval) |
|
HR/ LOGISTICS Manager |
(B.M.S) Intermediate HACCP Certificate |
20 years HR and Logistics management in the food canning industry |
(HACCP team member) |
|
Q.A Assistant |
(SSCE) Intermediate HACCP Certificate |
4 years QA inspection experience |
(HACCP team member) |
|
Wet & Dry Team Leader |
(Engineering Practice Course) Intermediate HACCP Certificate |
10 years food processing practitioner |
(HACCP team member for Packaging) |
|
Maintenance Technician |
(SSCE) Intermediate HACCP Certificate |
14 years maintenance practice in the food canning industry |
(HACCP team member) |
Product Description Table
|
No. |
Product Name |
Canned palm cream concentrate |
|
1 |
Source of palm fruits |
Contracted farmers at Asuom, Apegusu Farms |
|
2 |
Treatment |
Heat Sterilized |
|
3 |
Ingredients |
Palm Fruits and Salt |
|
4 |
Packaging |
Hermetically seamed metal cans (400g and 800g) |
|
5 |
Physical and Chemical properties |
Paste in appearance with no chemical preservative |
|
6 |
Target Shelf Life under prescribed storage and usage condition |
3years |
|
7 |
Where the product will be sold |
For retail or catering use in the international markets (Mall, super markets etc.) |
|
8 |
Instruction for use |
After opening the can any unused contents should be placed in a covered food container and refrigerated and used within 2 days. |
CCP Monitoring Table
Table: CCP#1
|
COMPANYNAME: PRODUCT DESCRIPTION: CANNED PALM CREAMCONCENTRATE
COMPANYADDRESS:....................................................................... METHOD OF STORAGE AND DISTRIBUTION: AMBIENTTEMPERATURE
……………………………………..
INTENDED USE AND CONSUMER: FOR PREPARATION OF SOUP BY THE GENERAL PUBLIC
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10) |
|||||||||
|
Critical Control Point (CCP) |
Significant Hazard(s) |
Critical Limits for each Control Measure |
Monitoring |
Critical Control Point (CCP) |
Significant Hazard(s) |
Critical Limits for each Control Measure |
|||
|
|
|
|
What |
How |
Frequency |
Who |
|
|
|
|
CCP#1 Seaming of filled cans. |
Biological: Microbial Infection of C. botulinum, Staphylococcus aureus and E. colidue to poordouble seams. |
Seams areclosedtocomply with critical limits includedwithin data sheetDS/CCP3/01 for relevant size of can. Critical valuesforseamacceptability
include those for: BHB >75%, Tightness Rating > 75% and Actual Overlap > 1.1mm. Free space and % overlap to comply with can manufacturer’s specification on DS/CCP3/01 |
Seam evaluation compliance checks (Visual seam checks, Body Hook
Butting, Tightness Rating) |
Visual and tactile seam checks and teardown using seam micrometer |
Visual checksevery 15 minutes and teardown every 1hour |
QA Officer, Seamer Mechanics |
Seamer Mechanics to reset seaming machine and recheck previous cans seamed. Q. A. Supervisor Isolate and investigate suspect cans. |
Seaming Records, Preventive Maintenance Records |
Daily review of all records including process deviation records by Q.A Manager and approval. |
Table: CCP#2
|
COMPANYNAME: PRODUCT DESCRIPTION: CANNED PALM CREAMCONCENTRATE
COMPANYADDRESS:……………………………………...METHOD OF STORAGE AND DISTRIBUTION: AMBIENTTEMPERATURE…………………………………….. INTENDED USE AND CONSUMER: FOR PREPARATION OF SOUP BY THE GENERAL PUBLIC (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) |
|||||||||
|
Critical Control Point (CCP) |
Significant Hazard(s) |
Critical Limits for each Control Measure |
Monitoring |
Corrective Action(s) |
Records |
Verification |
|||
|
|
|
|
What |
How |
Frequency |
Who |
|
||
|
CCP#2 Retorting of seamed product |
Biological: Microbial Survival of C. botulinum due to Operator error, under Sterilization resulting in Insufficient lethality and Process survival of C. botulinum due to faulty instrumentation |
120°C -122°C for 60 minutes |
process temp. and time by trained retort operator.
currency of calibration prior to start-up
on lids and heat sensitive tags and autoclave tapes have changed colour, confirm reconciliation of cooked and uncooked products |
Recording of monitoring charts values and Cross checking With measuring instruments (for temp. time, pressure) during retorting on monitoring log sheet. |
Record ETI and pressure values at the start of each cook. Continuously monitor chart and ETI Temp. Readings during each Sterilization cook/batch and record values every 15 minutes for small cans and 30mins for big cans (refer to procedure for retorting). |
Trained QA Supervisor
Trained retort operators |
Retort Operators refer to process deviation and alternative procedure instructions and inform QA Manager to confirm the appropriate process deviation to follow. Document all actions on log sheet. Notify Q. A /Prod. Managers and Maintenance Manager as required Re-training of staff |
Retorting Records, Calibration Records, Microbiology Lab Results |
Daily review of all records including process deviation records byQ.A Managerand approval. |
|
Signature of QAMANAGER page |
|||||||||
Table: CCP#3
|
COMPANYNAME: PRODUCT DESCRIPTION: CANNED PALM CREAMCONCENTRATE
COMPANYADDRESS:……………………………………...METHOD OF STORAGE AND DISTRIBUTION: AMBIENTTEMPERATURE…………………………………….. INTENDED USE AND CONSUMER: FOR PREPARATION OF SOUP BY THE GENERAL PUBLIC (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) |
|||||||||
|
Critical Control Point (CCP) |
Significant Hazard(s) |
Critical Limits for each Control Measure |
Monitoring |
Corrective Action(s) |
Records |
Verification |
|||
|
|
|
|
What |
How |
Frequency |
Who |
|
||
|
CCP#2 Retorting of seamed product |
Biological: Microbial re- infection of C. botulinum, Staphylococcus aureus, E. coli from cooling water |
Incoming cooling water chlorinated to 3ppm and discharge water should have min. free residual chlorine of 0.5ppm |
Residual chlorine checks |
Use of Chlorine test kits |
Every batch / cook. |
QA Supervisor |
Q. A. Supervisor to adjust chlorine levels if parameters are not met and increase the frequency of checking residual chlorine level until results within specification and consistent. |
Retort Cooling water Records |
Manager.
cooling water
|
|
|
|
|
|
|
|
|
Quarantine affected batches and put on hold. Notify Q. A. Manager to assess risk. |
|
|
|
Signature of QAMANAGER |
|
|
|
|
|
|
|
page |
|
Operational Prerequisite Plan Form for Canned Palm Cream Concentrate
|
COMPANYNAME: PRODUCT DESCRIPTION: CANNED PALM CREAMCONCENTRATE
COMPANYADDRESS:……………………………………...METHOD OF STORAGE AND DISTRIBUTION: AMBIENTTEMPERATURE…………………………………….. INTENDED USE AND CONSUMER: FOR PREPARATION OF SOUP BY THE GENERAL PUBLIC (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) |
|||||||||
|
Critical Control Point (CCP) |
Significant Hazard(s) |
Critical Limits for each Control Measure |
Monitoring |
Corrective Action(s) |
Records |
Verification |
|||
|
|
|
|
What |
How |
Frequency |
Who |
|
||
|
Water treatment-chlorination |
Biological: (Microbial contamination or presence of C.botulinum, S. aureusand E. coli from inadequately treated water from borehole |
Processing water chlorinated to 1.0 ppm for general factory usage, 3.0-4.0 ppm, retorted can cooling and discharge water should have at least 0.5ppm free residual chlorine |
Residual chlorine checks for in-coming water in taps for general use on factory floor, retorted can cooling and discharge water after cooling |
Use of Hach Test Kits. |
Prior to start of processing and subsequently Every 2 hours for in-coming water and Every batch/ coo k for discharge water |
Trained QA inspectors and supervisor s |
Q. A. Supervisor to adjust chlorine levels if parameters are not met and increase the frequency of checking residual chlorine level until results within specification and consistent.
Quarantine affected batches and put on hold. Notify Q. A. Manager to assess risk. |
oPRP Records |
Manager.
cooling water |
|
Signature of QAMANAGER page |
|||||||||
Conclusions
There were three CCPs identified at the end of the study. Prerequisite Programmes (PRPs) were employed to reduce biological, chemical and physical hazards at the remaining process steps. An operational Prerequisite Programme (oPRP) was used to control water treatment. The three CCPs identified in this study are can seaming, retorting and retorted can cooling which are critical to canned food safety because they are microbiological food-poisoning hazards [8].The critical limits for CCP#1 are Body Hook Butting >75%, Tightness Rating > 75% and Actual Overlap > 1.1mm.That of CCP#2 are 120-122 degree Celsius for 60 minutes for both 400g and 800g can sizes and that forCCP#3 are 3-4ppm residual chlorine in incoming water and ≥ 0.5 ppm residual chlorine content in discharge water after retorting. This study also reveals that for a HACCP plan to be effectively implemented, PRPs must be implemented as the foundation for the HACCPsystem.
Acknowledgement
The author would like to acknowledge with thanks the contributions of Dr. Herman Lutterodt of Kwame Nkrumah University of Science and Technology, Ghana and Dr. Kingsley Osei of Crop Research Institute of Ghana in reviewing the article and Mr.Ransford Quaye for his support in preparing this article.
References
- Campden BRI (2009) HACCP: A Practical Guide, 4th edition, Guideline 42. Campden BRI, Chipping Campden, UK
- FAO/WHO, (1997). Food consumption and exposure of chemicals. Report of a FAO/WHO consultation Geneva,Switzerland, 10 - 14 February. FAO, Rome.
- Nyumuah, R. O. (2016) A Thesis on Hazard Analysis and Critical Control Point (HACCP) Plan for Dried Fruit Processing. Retrieved on 28thAugust 2018. URL: http://hdl.handle. net/123456789/10133
- Motarjemi, Y.,& Fritz, K. (1999). Food safety, Hazard Analysis and Critical Control Point and the increase in foodborne diseases: a paradox?10, 325-333.
- WHO, (2015, December 3). WHO’s first ever-global estimates of foodborne diseases find children under 5 account for almost one third of deaths. Retrieved from https://www.who.int/news-room/fact-sheets/detail/food-safety
- WHO. (1998). Data bank on Foodborne Disease Outbreaks
- Dedzo,C.K.(2018).A The sison Developing a Generic Hazard Analysis and Critical Control Point (HACCP) System for the Palm Cream Concentrate Canning Industry in Ghana. Retrieved from http://dspace.knust.edu.gh/xmlui/ handle/123456789/11675?show=full
- Bratt, L. (2010) Fish Canning Handbook. New York: Wiley-Blackwell