


Review Article - (2025) Volume 3, Issue 3
Optimization and Evaluation of an Impact-Type Cacao Bean Huller: A Design and Fabrication Approach
2Department of Agricultural and Biosystems Engineering, College of Engineering, Central Luzon State, Philippines
Received Date: Jan 31, 2025 / Accepted Date: Mar 03, 2025 / Published Date: Mar 20, 2025
Copyright: ©©2025 Herald Kam G, et al. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.
Citation: Bravo Jr, J. G., Echanique, M. C., Laureano, A. G., Solaina, V. B., Hernando. H. K. G., et al, (2025). Optimization and Evaluation of an Impact-Type Cacao Bean Huller: A Design and Fabrication Approach. Eng OA, 3(3), 01-10.
Abstract
Purpose: This study aimed to develop an impact-type cacao bean hulling machine and evaluate its performance in terms of input capacity, hulling capacity, hulling efficiency, nib recovery, large nib recovery, purity, noise level, and power consumption.
Methods: The machine was tested at three tangential velocities in the cracking mechanism (40 m/s, 47 m/s, and 54 m/s) and three air volumes in the winnowing mechanism (41 m3/hr, 45 m3/hr, and 49 m3/hr). Data were analyzed using a Completely Randomized Design-Two Factorial and comparisons among means were performed using Statistical Tool for Agricultural Research (STAR) software.
Results: The tangential speed significantly affected all parameters except purity and noise level, while air volume significantly influenced hulling efficiency, nib recovery, large nib recovery, and purity. The machine achieved the highest input and hulling capacities of 195.60 kg/hr and 156.53 kg/hr, respectively, at 47 m/s tangential velocity and 41 m3/hr air volume. The highest hulling efficiency (96.84%), nib recovery (96.98%), and large nib recovery (86.75%) were observed at 40 m/s tangential velocity and 41 m3/hr air volume. The lowest power consumption (3.99 kWh) and noise level (88.20 dB) were recorded with 40 m/s and 45 m3/hr. Cost analysis indicated financial feasibility, with a payback period of 0.24 years and an annual net income of Php 410,747.00.
Conclusion: For mass production of cacao nibs, the optimal machine setup combines 40 m/s tangential velocity and 41 m3/hr air volume, balancing high efficiency and economic viability.
Keywords
Air Volume, Cacao Nibs, Cracking, Hulling, Nib Recovery, Tangential Velocity, Winnowing
Introduction
Mechanization across the different value chain areas is necessary for gaining a competitive and relative advantage in the cacao industry. Improvement of postharvest facilities is the primary challenge in the Philippine cacao industry, given its growing demand, particularly for high-value-added products like cacao nibs, tablea, cacao powder, and cacao butter. On cacao production and management, most local farmers and cacao traders do not go beyond selling beans in the market due to high investments in the hulling operation of cocoa beans. Cacao farmers and traders still use conventional cracking and winnowing roasted cacao beans to produce nibs.
Cracking the cacao beans is carried out to produce nibs using a roller pin primarily used in bakeries. Meanwhile, winnowing cracked cacao beans is accomplished by tossing the beans and shells up into the air on a windy day using a winnowing basket, also known as “bilao,” which takes an hour to finish three to five kilograms of roasted cacao beans. As a result, most local farmers and traders are not able to produce enough nibs to supply the local chocolate manufacturers. Existing machines in the Philippine cacao industry employ cracking operations only, wherein winnowing is done separately using a conventional way. Moreover, the existing design of cacao hulling machines uses multiple contacts to the beans, including roller, screw/auger, serrated cone, and hammer types that cause more breakage, thus developing more dust and smaller particles in the operation, which decreases the recovery of large nibs with above 3mm particle size. Hence, the availability of a food-grade compliant, efficient impact-type cacao hulling machine may address the abovementioned problem. This study generally aimed to develop an impact-type cacao bean huller. Specifically, it aimed to design the machine, fabricate it using local manufacturing technologies, evaluate its performance, and perform a cost analysis on its use.
Methodology
Preparation of Samples
A mixed variety of criollo and trinitario cacao beans was purchased locally from reliable cacao bean processors for the final performance evaluation of the machine. A total of 27 trials were used with about 3kg of cacao beans per trial to generate performance data. These cacao beans were subjected to a fermentation process to take away the slimy white part covering the cacao beans. Then, they were solar-dried, reaching the optimum moisture for safe storage. The dried cacao beans were sorted to remove the flat, slaty, black, moldy, small, double beans and beans with insect damage. After sorting, roasting was done by experienced laborers who knew the right condition of the cacao beans using a food-grade material.
Fabrication of the Machine
The proposed mechanical cacao bean huller was fabricated by a certified agricultural machinery manufacturer following the approved drawings and design specifications. The fabrication Fabrication of the Machine The proposed mechanical cacao bean huller was fabricated by a certified agricultural machinery manufacturer following the approved drawings and design specifications. The fabrication the correct materials. Locally available materials were used in the machine's fabrication. The impact-type cacao bean huller underwent preliminary testing to determine if the machine worked according to the design purpose and satisfied the set criteria. It also assessed each component's working conditions and possible operation faults. The final testing was conducted after the machine was desirable for its intended function and ready for performance evaluation. A running-in test was also performed on an area with stable and level ground and adequate working space.
Data Collection
During the test and evaluation, the following data were gathered to analyze and determine the machine's performance parameters. (a) Moisture Content. The conditions of the roasted cacao beans, such as moisture content to be used in each test, were taken using three “representative samples,” representing the different conditions of roasted cacao beans input in the bulk. The moisture content of the roasted cacao bean was recorded to be 5.2% wet basis; (b) Initial Weight. Roasted cacao beans were weighed using a digital weighing scale before feeding into the machine. In each trial, three (3) kg was weighed in each sample; (c) Final Weight. At the end of a trial, nibs and hulls that were collected in the discharge or output chute were weighed and recorded; (d) the Weight of Collected. Nibs collected in the final weight with a diameter higher than 3mm were collected, weighed, and recorded; (e) Duration of Test. Each test trial started with feeding of the roasted cacao beans into the hopper and ended after the last drop of hulled cacao nibs that came out from the output or discharge chute; (f) Noise Level. The noise emitted by the machine was measured using a noise level meter.
The noises were taken approximately 50mm away from the ear of the operators and baggers; (g) Speed of Rotating Components. The rotating component included the motor shaft, cracking shaft, and the winnowing shaft. The speeds of these components were recorded using a tachometer. Observations were taken with and without a load of cacao beans; (h) Air Velocity. The air motion rate in the winnowing component was measured using an anemometer. The air velocities were recorded before it reached the machine's cyclone. Three varying angles were measured in the operation0°, 60°, and 90°; and (i) Power Consumption. The device was computed using the energy requirement of the machine and the time consumed by the device to dehull the roasted cacao beans.
Determination of Performance Parameters
Input capacity refers to the ratio of the total weight of the input cacao beans to the input time in kg/hr. The data gathered were the weight of the input material and the time it took for the hopper to be emptied. The formula used was:
Ci = Wic / Ti (1)
Wic- weight of input roasted cacao beans, kg
Ti -input time, hr
Hulling capacity refers to the ratio of the input cacao beans' total weight to the hulling time measured in kg/hr. The data gathered were the weight of the input cacao beans and the total time it took to turn the cacao beans to cacao nibs. The formula used was:
Ch = Wic / Tt (2)
where: Ch - hulling capacity, kg/hr
Wic- weight of input roasted cacao beans, kg
Tt –total time of operation, hr
Hulling efficiency refers to the ratio of the total weight of the cacao nibs to the total weight of the cacao beans expressed in percentage. The data gathered were the weight of the cacao nibs after a trial and the total weight of the cacao beans. The formula used was:
He = (Wn / Wt ) x 100 (3)
where: He - hulling efficiency, %|
Wn - weight of nibs collected, kg
Wt - total weight of samples, kg
Nib recovery refers to the ratio of the total weight of the cacao nibs multiplied by the nib-hull ratio to the total weight of the cacao beans expressed in percentage. The data gathered were the weight of the cacao nibs after a trial and the total weight of the cacao beans. The formula used was:
Nr = (Wn / Rn ) x 100 (4)
where: Nr - nib recovery, %
Wn - weight of nibs collected, kg
Rn– ratio of nibs to hull, (8:2)
Wh - total weight of hulls, kg
Randomization of the samples was done to assign the sequence for each test using Statistical Tool for Agricultural Research (STAR) software. A completely Randomized Design (CRD) Two-Factorial was used to analyze its effect on the input capacity, hulling capacity, hulling efficiency, nib recovery, large nib recovery, purity, noise level, and power consumption, which is also done by STAR software. The speed of the rotating mechanism was based on the resulting optimum speed during the preliminary testing of the machine, which was 2400rpm. The Analysis of Variance was also computed using the same software, and a comparison among Means was made with parameter means with significant effects.
Large nib recovery refers to the ratio of cacao nibs larger than 3.00mm in diameter to the total weight of the collected nibs expressed in percentage. The data gathered were the weight of the cacao nibs after a trial larger than 3mm diameter and the total weight of the cacao nibs. The formula used was:
R1 = (Wc / Wt) x 100 (5)
where: Rl - large nib recovery, %
Wc - weight of cacao nibs larger than 3.00mm diameter, kg
Wt - total weight of collected nibs, kg
The purity of cacao beans refers to the ratio of cacao nibs to the total weight of the collected hulls expressed in percentage. The data gathered were the weight of the clean cacao nibs collected and the total weight of the cacao hulls. The formula used was:
P = (Wcn / Wh) x 100 (6)
where:P -purity of cacao nibs, %
Wcn - weight of clean cacao nibs, kg
Wh - total weight of collected hulls, kg
The machine's power consumption refers to the amount of power consumed multiplied by the operating time. The data were gathered using a direct reading of a plug-type digital power meter. Noise level refers to the noise emitted by the machine during operation measured in decibels. The data were obtained using a direct reading of a noise level meter.
Statistical Analysis
The machine was evaluated based on the three tangential velocities of the rotating cracking mechanism and three different volumes of air in the winnowing system. It was replicated three times. Each experimental unit used 3 kg of roasted cacao beans. Table 1 shows the different treatments used in the study.

Table 1: Treatment Factors Used in the Study
Cost Analysis of the Machine
A cost analysis of the impact-type cacao bean hulling machine was also done to assess its financial viability. The following equations were used to compute the total operating cost, break-even point, custom rate, and payback period. The cost of operating the machine was computed using Equation 7, which included the computation of fixed cost and variable cost. The fixed cost calculation included; depreciation, interest on investment, taxes, insurance and shelter. Also, Variable cost calculation included the repair and maintenance cost, cost of electricity and labor cost.
TOC = AFC + AVC (7)
where: TOC - total operating cost, Php/yr
FC - total fixed cost, Php/yr
VC - total variable cost, Php/yr
AFC = D + IOI + TIS (8)
where: AFC - annual fixed cost, Php/yr
D -depreciation, Php/yr
IOI - interest on investment, Php/yr
TIS - tax insurance shelter, Php/yr
D = IC − SV/ n (9)
where: D – depreciation, Php/yr
IC - investment cost, Php
SV - salvage value, (10% of initial investment)
n - life span, (10years)
where: IOI – interest on investment, Php/yr
IC - investment cost, Php
SV – salvage value, (10% of initial investment)
IR - interest rate, (12.5 %/yr based on Agt’l. Coop. Bank)
TIS = R x IC (11)
where: TIS – tax, insurance, and shelter, Php/yr
R – rate of TIS, (3% is the current rate/yr)
IC – investment cost, Php
AVC = RM + CE + L (12)
where: AVC – annual variable cost, Php/yr
RM - repair and maintenance cost, Php/hr
CE - cost of electricity, Php/yr
L –labor cost, Php/yr
RM = R X IC (13)
where: RM– repair and maintenance, Php/yr
R – rate of RM, (10% is the current rate/yr)
IC – investment cost, Php
CE = R x PR (14)
where: CE – cost of electricity, Php
R – current rate of electricity, (9.72Php/kW-hr)
PR – power requirement of the machine, (kW-hr)
LC = L x R (15)
where: LC – labor cost, Php/yr
L – number of laborers,
R – rate of work, Php/yr
The break-even point is the amount of materials in kg that the machine would need to operate to recover the investment incurred. Equation 16, adopted from Hunt (1995), was used to compute the break-even point.
BEP = Fc x Ni (16)
where: BEP - break-even-point, kg/yr
FC - fixed cost, Php/yr
NI – net income, Php/yr
Results and Discussion
Description of the Machine
The impact-type cacao bean hulling machine is composed of a hopper, impeller-type cracking component, winnowing component with aspirator, and a cyclone that separates the cacao nibs to hulls and other impurities; a transmission system that consists of v-belts and pulleys which was coupled to the main shaft powered by an electric motor; nib and hull discharge; and the support frame. The fabricated impact-type cacao bean hulling machine, as shown in Figure 1, functions continuously wherein the material is constantly fed into the hopper.
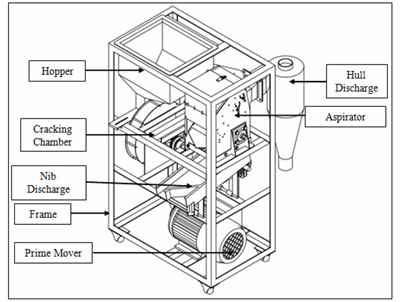
Figure 1: Impact-Type Cacao Bean Hulling Machine
The hopper could carry a capacity of 15 kgs of roasted cacao beans when full. An impeller-type cracking chamber receives the input material and is then passed to the aspirator with a cyclone-type vacuum, which separates the cracked beans from their hulls. The cacao hulls are collected in the cyclone, while the cacao nibs are then collected with a pail supported by an inclined nib outlet. The machine can be operated continuously by one person. All materials used in the design and fabrication were of food-grade quality except the support frame and cover, most of which were stainless steel, especially components that are in direct contact with the roasted cacao beans. The specifications of the machine are shown in Table 2.
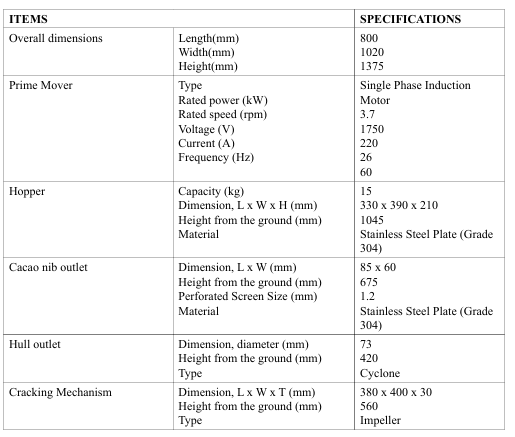
Table 2: Specifications of Cacao Bean Huller
Performance Evaluation
Input Capacity As shown in Table 3, the tangential velocities and volumes of air of 47m/s and 41m3/hr, delivered the highest input capacity reaching as high as 195.60kg/hr. In contrast, the tangential velocity of 40m/ sand volume of air of 45m3/hr reached the lowest input capacity of 166.39kg/hr. ANOVA results showed that the tangential velocity significantly affected the input capacity of the machine at a 5% significance level. Also, the volume of air and the interaction between the two treatments showed no significance in the input capacity of the machine. Comparison among means as affected by tangential velocity showed that 47 m/s (188.92kg/hr) and 54 m/s (187.83 kg/hr) were significantly higher than 40 m/s (168.33kg/hr) input capacity. However, 47 m/s and 54 m/s showed no significant difference. Apparently, higher tangential velocity resulted in higher input capacity of the cacao bean huller due to faster speed of rotation in the cracking component shaft.
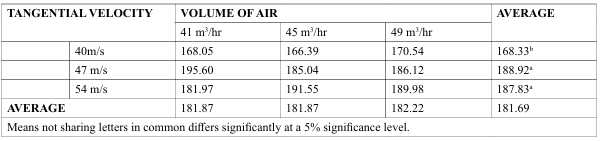
Table 3: Mean Values of The Input Capacity (kg/hr)
Hulling Capacity
As shown in Table 4, the tangential velocity and air volume of 47m/s and 41m3/hr delivered the highest hulling capacity, reaching as high as 156.53 kg/hr. In contrast, the tangential velocity of 40m/ sand volume of air of 45m3/hr reached the lowest hulling capacity of 124.99 kg/hr. ANOVA results showed that the tangential velocity significantly affected the hulling capacity of the machine at a 5% significance level. Also, the volume of air and the interaction between the two treatments insignificantly affected the hulling capacity of the machine. A comparison among means affected by tangential velocity showed that 47m/sand 54m/s gave the highest hulling capacity of the machine, with 147.24kg/hr and 147.77kg/ hr, respectively. It was revealed that they were statistically the same and showed no significant difference from each other, compared to the rotational speed of 40 m/s with 131.79kg/hr hulling capacity. As observed, rotation of the shaft with higher velocity was found to dehull the cacao beans faster, which means higher capacity. The faster velocity of the machine resulted in higher hulling capacity, which also increased the production cost.
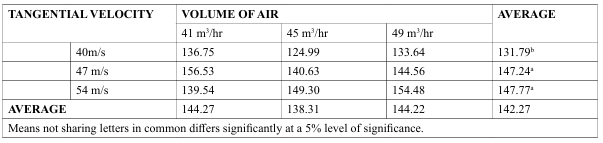
Table 4: Mean Values of The Hulling Capacity (kg/hr)
Hulling Efficiency
As shown in Table 5, the tangential velocity and volume of air of 40m/sand41m3/hr delivered the highest hulling efficiency, reaching as high as 96.84%, whereas the tangential velocity of 54m/sand volume of air of 49m3/hr reached the lowest hulling efficiency of 76.86%. ANOVA showed that tangential velocity and air volume significantly affected the machine's hulling efficiency at a 5% level of significance; however, the interaction between the two treatments showed a significant difference in the hulling efficiency of the machine. Comparison among means as affected by tangential velocity showed that 40m/s and 47m/s gave the highest hulling efficiency of the machine with means of 92.78% and 89.29%, respectively, which revealed that they were statistically the same and showed no significant difference from each other, compared to the tangential velocity of 54m/s with 82.70%hulling efficiency. Furthermore, comparison among means as affected by the volume of air showed that 41m3/hr, 45m3/hr, and 49m3/hr yielded 94.58%, 89.48%, and 80.71%, respectively, which revealed that there was a significant difference from each other. As observed, the lower the tangential velocity of the machine, the higher the hulling efficiency. Moreover, the faster the tangential velocity, the stronger the impact of the cracking mechanism on the roasted cacao beans; thus, more breakages were developed, resulting in lower hulling efficiency. The highest hulling efficiency of the machine, 96.84%, was inadequate for the 98% minimum efficiency set by PAES.
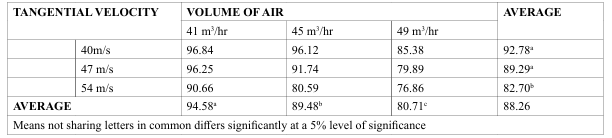
Table 5: Mean Values of the Hulling Efficiency (%)
Nib Recovery
As shown in Table 6, the tangential velocity and volume of air of 40m/s and 41 m3/hr delivered the highest nib recovery, reaching as high as 96.98%. In contrast, the tangential velocity of 54m/sand volume of air of 49m3/hr reached the lowest nib recovery of 45.29%. ANOVA showed that tangential speed and air volume significantly affected the nib recovery of the machine at a 5% significance level; however, the interaction between the two treatments showed no significance in the nib recovery of the machine. Comparison among means as affected by tangential velocity showed that 40 m/s and 47 m/s gave the highest nib recovery of the machine with means of 80.38% and 72.19%, respectively, which revealed that they were statistically the same and showed no significant difference from each other, compared to the tangential velocity of 54 m/s with 58.03% nib recovery.
Furthermore, a comparison among means as affected by the volume of air showed that 41 m3/hr, 45 m3/hr, and 49 m3/hr yielded 89.33%, 71.52%, and 49.76%, respectively. This revealed significant differences from each other. As observed, the higher the volume of air, the lower the nib recovery; thus, the application of excessive airflow in the aspirator could throw not only cacao hulls but also cacao nibs to the cyclone, resulting in low recovery of nibs. Also, the lower the tangential velocity, the higher the nib recovery of the machine; thus, too much velocity in the cracking component could crack the roasted cacao beans in smaller particles, resulting in dust, which lessened the nib recovery. Moreover, the highest nib recovery of the machine, 96.98%, exceeded the set minimum nib recovery of PAES by 85%.
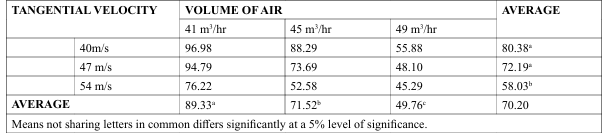
Table 6: Mean Values of The Nib Recovery (%)
Large Nib Recovery
As shown in Table 7, the tangential velocity and volume of air of 40m/s and 41m3/hr delivered the highest large nib recovery, reaching as high as 86.75%. In contrast, the tangential velocity of 54m/sand volume of air of 41m3/hr reached the lowest large nib recovery of 69.36%. ANOVA results showed that the tangential velocity, volume of air, and the interaction of two treatments significantly affected the large nib recovery of the machine at a 5% level of significance. Comparison among means as affected by tangential velocity showed that 40m/s, 47m/s, and 54m/s gave the large nib recovery of the machine with means of 84.96%, 79.19%, and 71.57%, respectively. This revealed significant differences from each other. Furthermore, comparison among means as affected by the volume of air showed that 41m3/hr and 45m3/hr gave the lowest large nib recovery of the machine with means of 77.23% and 77.70%, respectively, which means that they were statistically the same and showed no significant difference from each other, compared to the volume of air of 49 m3/hr with 80.69% large nib recovery. The difference in large nib recovery may have been because of the interaction of two treatments, wherein cracking at lower velocity produced larger nibs, and a higher volume of air produced more nibs in the shell discharge chute.
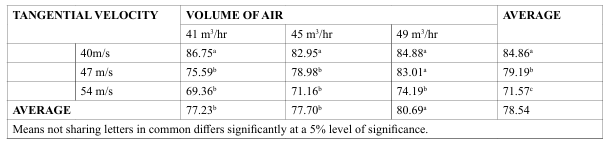
Table 7: Mean Values of the Large Nib Recovery (%)
Purity
As shown in Table 8, the tangential velocity and volume of air with 47m/s and 49m3/hr delivered the highest purity of nibs, reaching as high as 99%. In contrast, the tangential velocity of 54m/s and volume of air with 41m3/hr reached the lowest nib purity of 93.33%. ANOVA results showed that the volume of air and the interaction of the two treatments affected the nib purity at a 5% significance level. Also, the tangential velocity of the machine insignificantly affected the purity of nibs at a 5% significance level. Comparison among means as affected by volume of air showed that 41m3/hr, 45m3/hr, and 49m3/hr with means of 93.78%, 96.11%, and 97.89%, respectively, revealed significant differences from each other. This shows that the higher the volume of air, the higher the nib purity of the cacao bean huller. As observed, the highest recorded nib purity of the machine was 99%, which satisfactorily exceeded the minimum nib purity of 97% set by PAES.
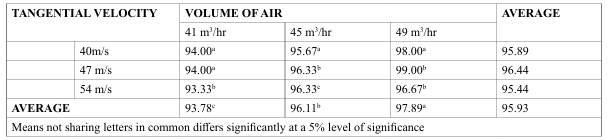
Table 8: Mean Values of the Purity of Nibs (%)
Power Consumption
As shown in Table 9, the tangential velocity and air volume of air with 40m/s and 45m3/hr delivered the lowest power consumption with 3.99kwh. In contrast, the tangential velocity of 47 m/s and volume of air of 49m3/hr reached the highest power consumption of 4.42kwh. ANOVA results showed that the tangential velocity significantly affected the machine's power consumption at a 5% significance level. However, the volume of air and the interaction between the two treatments insignificantly affected the machine's power consumption. Comparison among means as affected by tangential velocity showed that 47m/s and 54m/s gave the highest power consumption of the machine with means of 4.32kwh and 4.31kwh, respectively, which revealed that they were statistically the same and showed no significant difference from each other, compared to the tangential velocity of 40m/s with 4.01kwh. Power consumption depends mainly on the duration of electric motor utilization. This showed that the faster the rotational speed of the machine, the higher the power consumption.
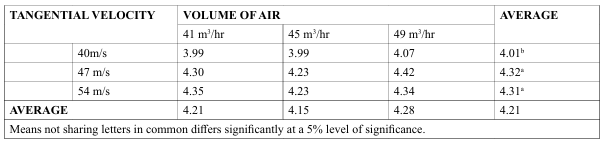
Table 9: Mean Values Of The Power Consumption (kwh)
Noise Level
As shown in Table 10, the tangential velocity and volume of air with40m/s and49m3/hr, respectively, delivered the highest noise level, reaching as high as 91.17dB. In contrast, the tangential velocity of 47m/s and volume of air with 45m3/hr reached the lowest noise level of 87.13dB. ANOVA results showed that the rotational speed and air velocity insignificantly affected the noise level of the hulling machine in operation. The noise of the machine might have been caused by the banging of the components that were in contact with it and the impact of cacao beans on it. However, the mean values in these collected data were still lower than the 95dB noise level limit set by PAES for most machines.
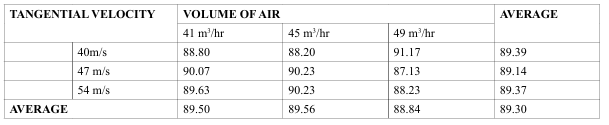
Table 10: Mean Values of the Noise Level (dB)
Cost Analysis
The investment cost of the machine was Php 100,000.00. The total annual operating cost, considering the fixed and variable costs, was Php 97,285.00. Assuming the machine operates at an input capacity of 168kg/hr for 720 hours per year, the projected annual weight of the crop to be processed was 120,960kg, as shown in Table 11.
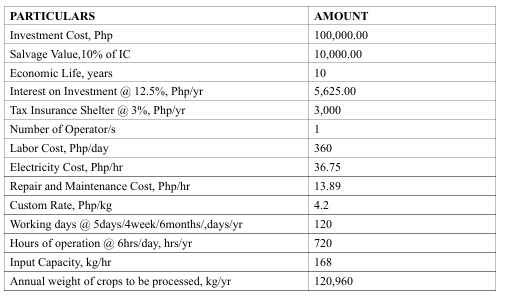
Table 11: Economic Assumptions
The machine was considered for custom hiring and operated at f ixed annual cost of Php 17,625.00 and Php 79,660.00, respectively. Custom rate of 4.2 Php/kg was computed from the conventional way of winnowing of three (3) persons in a day paid at 350 pesos per person and processed cacao beans with 250kg daily. Based on the computed custom rate, it was calculated that the break-even weights of the pressing machine was 4,977kg. The payback period of the machine was computed to be 0.24 years. This indicates that the investment cost can be recovered in a very short period of time. The generated annual net income for using the cacao bean hulling machine was computed to be Php 410,747.00.
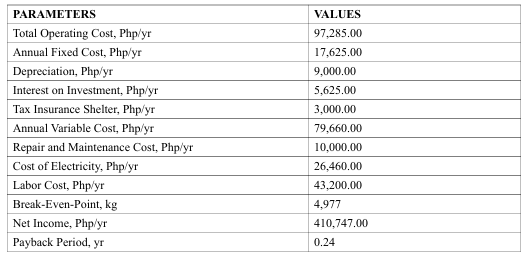
Table 12: Summary of Cost Analyses on the Use of Impact-Type Cacao Bean Huller
Conclusion and Recommendations
Based on the results and observations of the study, it was concluded that the impact-type cacao bean hulling machine, which combined cracking and winnowing systems, was successfully designed and fabricated using locally available materials and manufacturing technologies. The machine operated continuously, with the hopper capable of holding up to 15 kilograms of roasted cacao beans. It performed satisfactorily, achieving the highest input and hulling capacities at 40 m/s and 41 m³/hr. Furthermore, the 40 m/s and 49 m³/hr combination resulted in the highest hulling efficiency, nib recovery, and large nib recovery. The lowest power consumption and noise levels were recorded at 40 m/s and 45 m³/hr. The highest purity of roasted cacao nibs was obtained with the combination of 47 m/s and 49 m³/hr. The machine's most desirable performance was 40 m/s and 41 m³/hr. A cost analysis showed the machine was f inancially feasible, with a fabrication cost of Php100,000.00, a break-even weight of 4,977 kg, a payback period of 0.24 years, and an annual net income of Php410,747.00.
Based on these findings, recommendations included using the impact-type cacao bean hulling machine to innovate post-harvest operations and setting the machine to 40 m/s and 41 m³/hr for optimal hulling efficiency, nib recovery, and large nib recovery. Installing a hopper directly feeding into the winnowing system could increase nib purity in a second pass. Further research should explore the machine's effectiveness with other cacao varieties, and pilot testing in a cacao processing center should be conducted to assess its acceptability among intended users and enhance its overall viability.
Acknowledgement
The Department of Science and Technology through Engineering Research and Development for Technology (DOST-ERDT) is highly recognized in this paper for the financial support through the graduate scholarship program, Central Luzon State University grant scheme.
References
1. Adeleke, S. A., Olukunle, O. J., Olaniran, J. A., & Famuyiwa, B. S. (2017). Design of a small-scale hulling machine for improved wet-processed coffee. Int. J. Sci. Technol. Res, 6(08), 392-397.
2. Adejuyigbe, S. B., & Bolaji, B. O. (2005). Design, fabrication and performance evaluation of beans dehuller. Journal of Science and Technology (Ghana), 25(1), 125-132.
3. Adzimah, S. K., & Asiam, E. K. (2010). Design of a cocoa pod splitting machine. Research Journal of Applied Sciences, Engineering and Technology, 2(7), 622-634. Eng OA, 2025
4. Akinnuli, B. O., Bekunmi, O. S., & Osueke, C. O. (2015). Design concepts towards cocoa winnowing mechanization for Nibs production in manufacturing industries.
5. Bureau of Plant Industry – Department of Agriculture (2017). Philippine cacao industry road map 2017-2022.
6. Clarke, L. J. (2000). Strategies for Agricultural Mechanization Development: The roles of the private sectore and the Government.
7. Lavarias, J. A. (2015, September). Optimization of a Mechanical Cacao Sheller using Response Surface Methodology. In 11th Engineering Research and Development for Technology Conference.
8. Nadew, A. A. (2015). Design and development of tef grain and chaff separating and cleaning machine. A Master’s Thesis. Haramaya University.
9. Hernando, H. K. (2024). Design and Evaluation of an Impact Type Cacao Bean Huller.
10. Onal, M. K. S., Resurreccion, A. N., Amongo, R. M. C., Suministrado, D. C., Elauria, J. C., San Juan, E. R., ... & Saraos, K. C. Q. Journal of Agricultural and Biosystems Engineering.
11. Hernando, H. K. (2024). Design and Evaluation of an Impact Type Cacao Bean Huller.
12. Maghirang, R. G., Reynaldo, E., & Villareal, R. L. SUSTAINABILITY OF ORGANIC AGRICULTURE IN THE PHILIPPINE CONTEXT. approaches to organic rice based production, 23.
13. Ha, T. T., Lam, T. V. H., Koen, D., Kathy, M., Phan, H. A., Bangun, N., & Roger, A. P. (2016). Physico-chemical properties of fourteen popular cocoa bean varieties in Dongnai–highland Vietnam. CTU Journal of Innovation and Sustainable Development, (04), 81-86